自動座標裝箱線





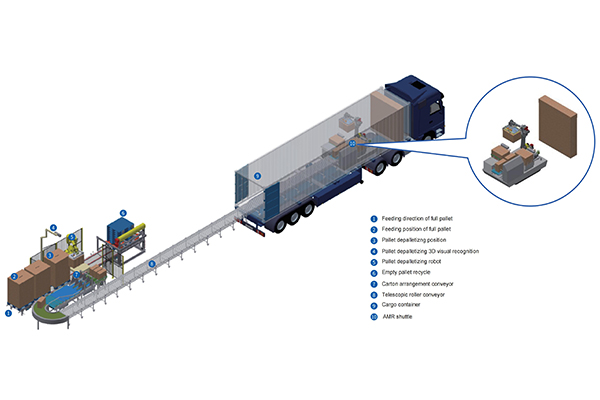
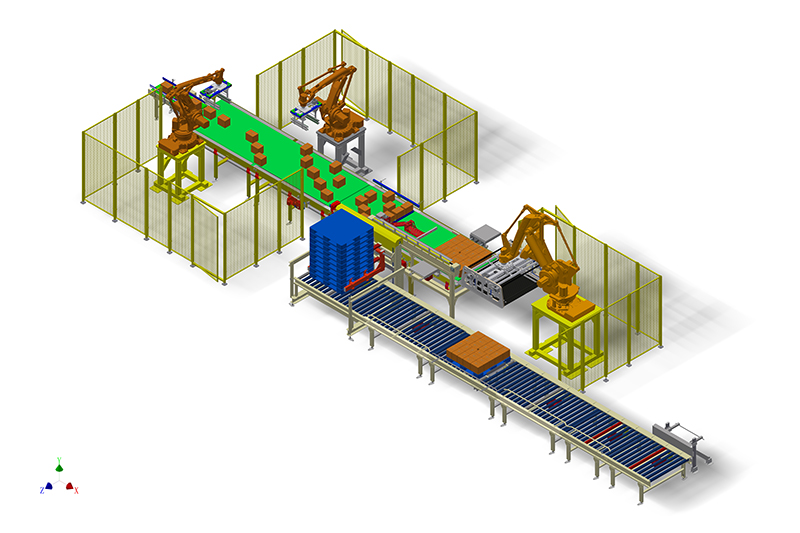
包裝生產線由高速分揀機、產品輸送線、抓取輸送線、Hbot機器人、雙軸移動機構、紙箱輸送線、檢測機構、紙板隔板夾爪、紙板隔板送料系統、伺服坐標系、瓶夾爪和防護圍欄組成。高速分類機將產品分成多個通道,雙軸移動機構加速產品的通過。產品到達紙板隔板工位後,Scar機器人將紙板隔板裝入已排列好的產品中。產品到達分類輸送機。之後,產品被夾爪抓取並放入紙箱中,紙箱輸送機將裝有產品的紙箱運出。
完整的包裝系統佈局
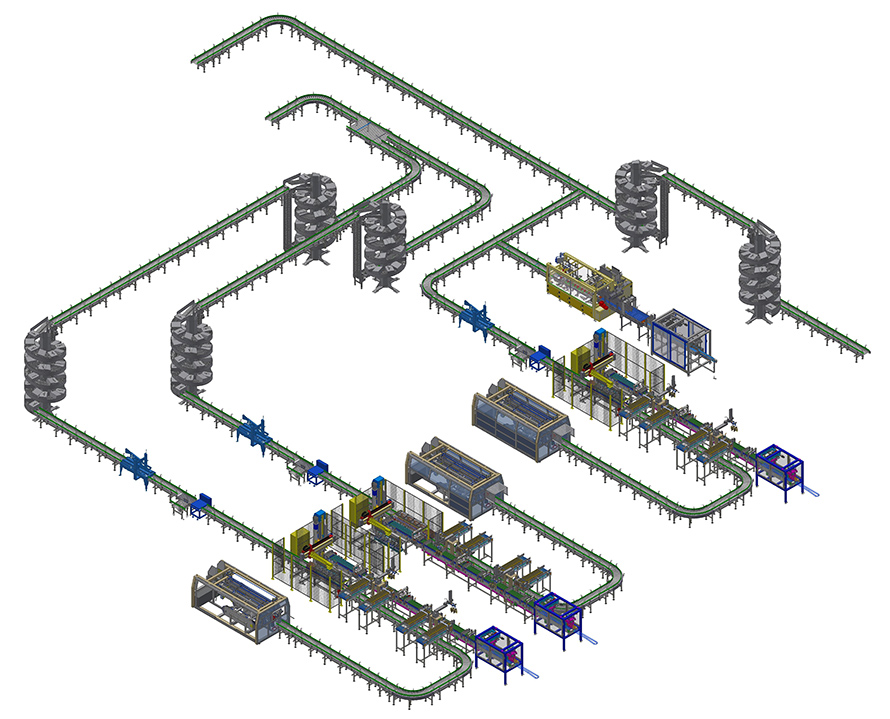
主要配置
| 機械手臂 | ABB/KUKA/Fanuc |
| 引擎 | SEW/Nord/ABB |
| 伺服馬達 | 西門子/松下 |
| 變頻器 | 丹佛斯 |
| 光電感測器 | 生病的 |
| 觸控螢幕 | 西門子 |
| 低壓設備 | 施耐德 |
| 終端 | 鳳凰 |
| 氣動 | 費斯托/SMC |
| 吸盤 | PIAB |
| 軸承 | KF/NSK |
| 真空幫浦 | PIAB |
| PLC | 西門子/施耐德 |
| 人機交互 | 西門子/施耐德 |
| 鍊板/鏈條 | Intralox/rexnord/Regina |
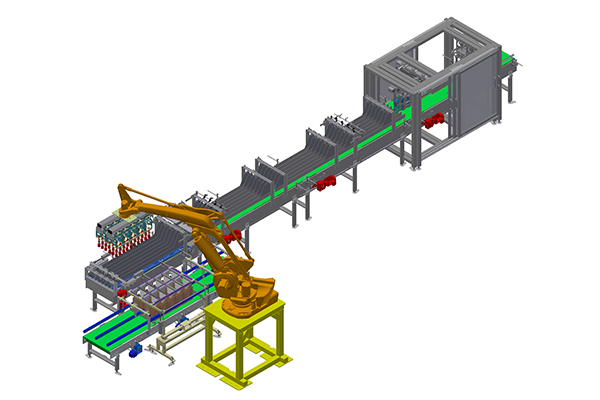
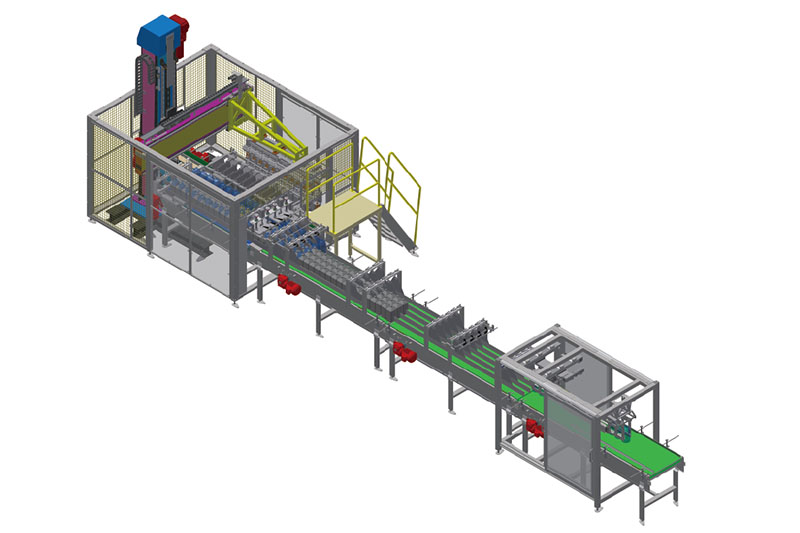
主要結構描述




更多視訊節目
- 用於玻璃瓶的伺服坐標式裝箱機,帶紙板隔板
包裝機是如何運作的?產品要經過一系列自動化工序。
以及有序的步驟,包括透過輸送生產線進行分類、轉向分類、加速緩衝、包裝機、自動密封機構,最後透過輸送線輸出。